壓鑄工藝的一些介紹
文章來源:未知時間:2020-06-15 點擊:
工作壓力鍛造通稱鋁壓鑄,是一種將熔化鋁合金液倒進壓房間內,以髙速填充鋼質磨具的凹模,并使鋁合金液在工作壓力下凝結而產生鑄造件的鍛造方式 。鋁壓鑄差別于其他鍛造方式 的主要特點是髙壓和髙速。
1、金屬材料液是在工作壓力下添充凹模的,并在高些的工作壓力下結晶體凝結,普遍的工作壓力為15—100MPa。
2、金屬材料液以髙速填充凹模,一般 在10—50米/秒,有的還可超出80米/秒,(根據內進膠口導進凹模的角速度—內進膠口速率),因而金屬材料液的充型時間非常短,約0.01—0.2秒(須視鑄造件的尺寸而不一樣)內就可以鋪滿凹模。
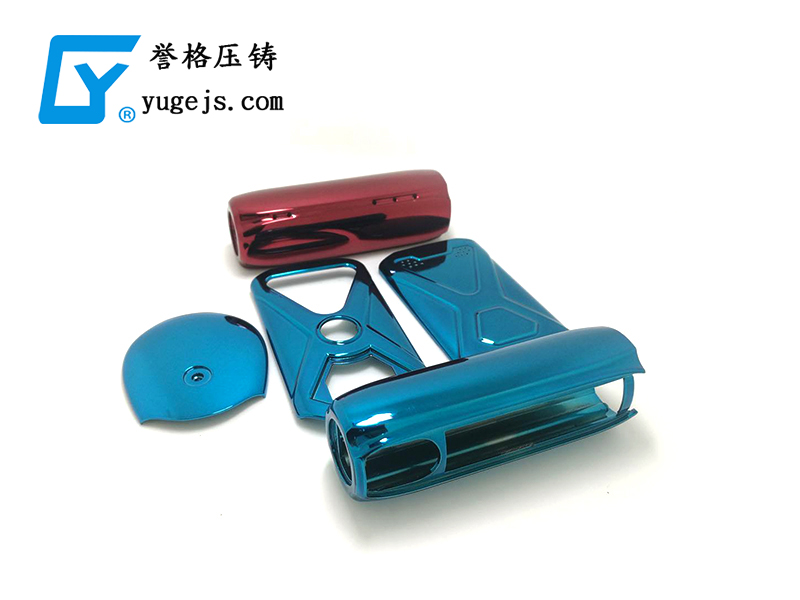
鋁壓鑄是一種高精密的鍛造方式 ,經過鋁壓鑄而筑成的鑄造件之標準公差甚小,表層精密度甚高,在大部分的狀況下,鑄造件不需再銑削生產加工就可以安裝運用,有外螺紋的零件也可以立即鑄出。從一般的數碼相機件、打印機件、電子計算器件及裝飾物等小零件,及其轎車、電力機車、飛機場等代步工具的繁雜零件大多數是運用鋁壓鑄法生產制造的。
鋁壓鑄法也是有以下缺陷:
1、鋁壓鑄鋁合金受到限制
仍須科學研究相關之材料,模具材料及工作方式 等。
2、機器設備花費價格昂貴
鋁壓鑄生產制造需要之機器設備例如鋁壓鑄機、鍛造加熱爐、保溫爐及壓鑄模具等花費都非常的價格昂貴。
3、鑄造件之密封性差
因為熔液經髙速填充至壓鑄模具內時,會造成漩渦之狀況,部分產生出氣孔或收攏孔,危害鑄造件之耐密封性。現階段有一種浸滲解決的方式 ,能夠用于改進耐密封性。
 壓鑄工藝
壓鑄工藝